Экструдер для формования кукурузных палочек А1-КХ2-П
Экструдер для формования кукурузных палочек А1-КХ2-П
Экструдер для формования кукурузных палочек А1-КХ2-П

Артикул:
1006
Под заказ
Количество:
ЭКСТРУДЕР ДЛЯ ФОРМОВАНИЯ КУКУРУЗНЫХ ПАЛОЧЕК А1-КХ2-П
Предназначен для формования кукурузных палочек из кукурузной крупы тепловой и механической обработкой. Работает в составе технологической линии. Для получения кукурузных палочек должна применяться мелкая крупа ГОСТ 6002-69 срокомвыдержки не более 1 месяца.
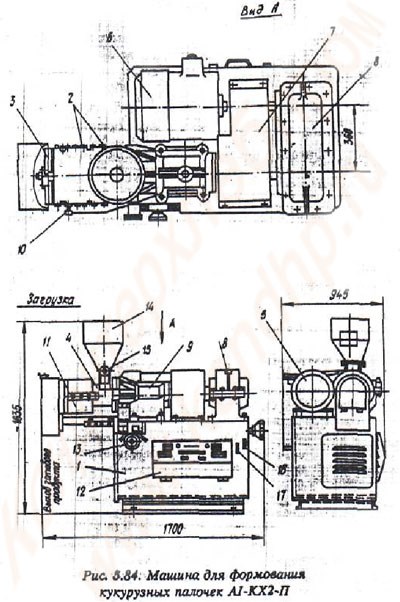
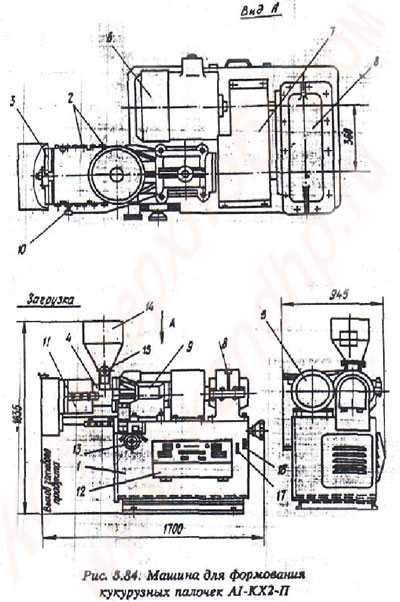
На верхней плите (рис. 5.84) сварной станины(1) установлен электродвигатель привода шнека (6),соединенный через муфту (7) с быстроходным валом редуктора (8). последний, в свою очередь, с помощью муфты соединяется с валом корпуса подшипника (9). На станине расположен также пульт управления (12) и выключатели (16 и 17)
В литом корпусе подшипника находится вал, вращающийся в радиальных подшипниках качения; для восприятия осевой нагрузки от формующего шнека в корпусе установлен упорный шарикопод-шипник. К его корпусу фланцем крепится сварной цилиндр (4) со сменной гильзой, выполненной из материала повышенной прочности. С противоположной стороны цилиндр закрыт матрицей (5). Для улучшения осевого перемещения кукурузной массы в цилиндре предусмотрены пробки (2). Контроль за температурой в рабочей зоне осуществляется термопарой через специальную пробку (10).
Для нагрева кукурузной массы в передней части цилиндра укреплен блок электронагревателей (11). У переднего торца матрицы расположен механизм резки (3) с вращающимися ножами, который приводится в движение от отдельного электродвигателя. Электродвигатель и трехканавочный шкив на плите находятся внутри сварной станины. Диапазон изменения частоты вращения ножей 150...182,5 мин-1. Скорость вращения ножей регулируется переброской ремня с канавки Др-185 мм на канавку Др - 225 мм. Натяжение ремней осуществляется вращением маховика (13) натяжного винта, с помощью которого изменяется положение плиты с укрепленным на ней электродвигателем. Над цилиндром установлен бункер (14) для приема сырья (кукурузной крупы).
Принцип работы:
Кукурузная крупа из бункера машины через регулируемую заслонку (15) поступает в приемное отверстие цилиндра, где прессуется и нагревается до температуры 145°С. В результате воздействия тепла, влаги и давления.она превращается в пластичскую массу, которая выдавливается шнеком через отверстия матрицы. При выходе из отверстий масса под действием пара, образующегося из перегретой влаги, вспучивается, получается пористая хрустящая жила. Механизм резки делит выходящие жилы на палочки, которые должны соответствовать ГОСТ 18-243-85.
 |
|