Машина выпрессовывающая отсадочная для производства жгутов конфетных (пралиновых) масс ШПФ-10/12

 масс ШПФ-10/12 - фото 7007")
1. НАЗНАЧЕНИЕ
1.1 Машина для выпрессовывания конфетных масс (далее по тексту „машина”) предназначена для отсаживания конфетных жгутов круглого, трапециидального, прямоугольного сечения из пралиновой, марципановой, соевой и сходной с ними массы на транспортер. Машина устанавливается в линию производства пралиновых конфет. Применяется на предприятиях кондитерской промышленности.
1.2. Машина изготовлена в климатическом исполнении УХЛ4 ГОСТ 15150
2. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
| 2.1. Производительность, кг/ч | 250-300 |
| 2.2. Количество жгутов, шт. | 10/12 |
| 2.3. Установленная мощность, кВт не более | 2,2 |
| 2.4. Сечение прямоугольного отверстия в матрице, мм | 17х14 |
| 2.5. Скорость транспортера со жгутами, м/мин | 1.5-2.5 |
| 2.6. Номинальная частота вращения зубчатых валков (плавно регулируется) , об/мин | 3,6 |
| 2.7. Номинальная частота вращения шнеков (плавно регулируется), об/мин | 3,6 |
| 2.8. Привод: Двигатель АИР90LB8У3, 1.1 кВт, 710 об/мин | 2 шт |
| Редуктор 1Ц2У-125, i=31,5 | 2 шт |
| 2.8.1.Установленная мощность, кВт | 2,2 |
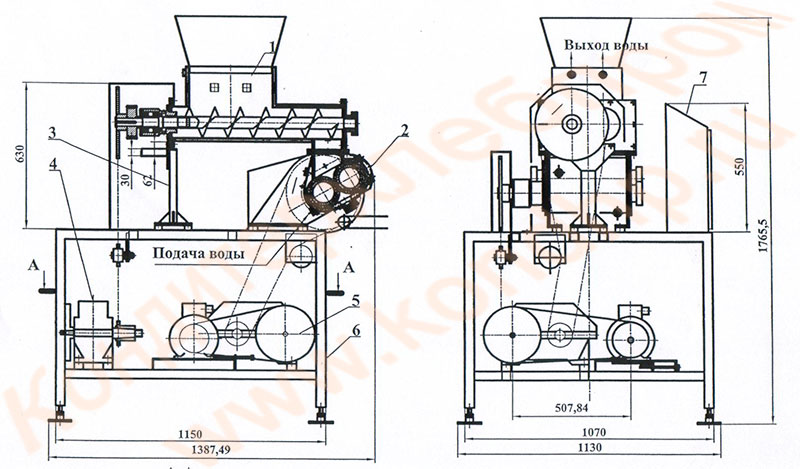
| 2.9. Габаритные размеры, мм | |
| длина | 1400 |
| ширина | 1300 |
| высота | 1770 |
| 2.10. Масса, кг не более | 500 |


3. КОМПЛЕКТНОСТЬ
| 3.1. В комплект поставки входят: | |
| - машина выпрессовывающая отсадочная для производства жгутов конфетных (пралиновых) масс | - 1шт. |
| - паспорт | - 1 экз. |
4. УСТРОЙСТВО И ПРИНЦИП РАБОТЫ
4.1. Машина состоит (смотри чертеж) из следующих основных составных частей:
- узел подачи массы
- узел выпрессовывания
- стойка
- привод узла подачи массы
- привод узла выпрессовывания
- рама
- пульт управления
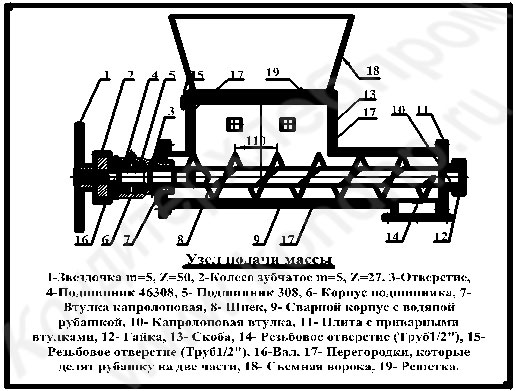
4.2.Узел подачи массы (смотри чертеж) предназначен для приема массы и подачи ее на выпрессовывающие валки. Узел представляет из себя корпус с водяной рубашкой (позиция 9), изготовленный из нержавеющей стали. В корпус вставляется съемная воронка (позиция 18) с приваренной решеткой (позиция 19). Внутри корпуса вращаются навстречу друг другу два шнека (позиция 8), один правый другой левый. Каждый шнек представляет собой трубу с наваренной спиралью. Один конец шнека одевается на вал (позиция 16), а другой вращается в капролоновой втулке (позиция 10), которая запрессована в стальную втулку, а та приварена к плите (позиция 11). Плита болтами крепится к основному корпусу. Оба вала (позиция 16) вращаются каждый в подшипниковой опоре на двух шарикоподшипниках (позиция 4, 5) и в капролоновой втулке (позиция 7). Каждый корпус подшипника (позиция 6) имеет специальные отверстия (позиция 3) через которые масса если пройдет через капролоновую втулку могла бы свободно выйти, не попав в подшипник. Один из валов имеет звездочку (позиция 1), благодаря которой он получает вращение от привода. Этот вал затем передает вращение второму валу с помощью зубчатого колеса (позиция 2). Водяная рубашка корпуса разделена продольными перегородками (позиция 17) на две части. Каждая часть имеет два резьбовых отверстия. Одно для подачи воды в рубашку (позиция 14) и одно для выхода воды из рубашки (позиция 15). Плита (позиция 11) имеет два резьбовых отверстия, в которые ввинчены болты. Эти болты используются при разборке как отжимные.
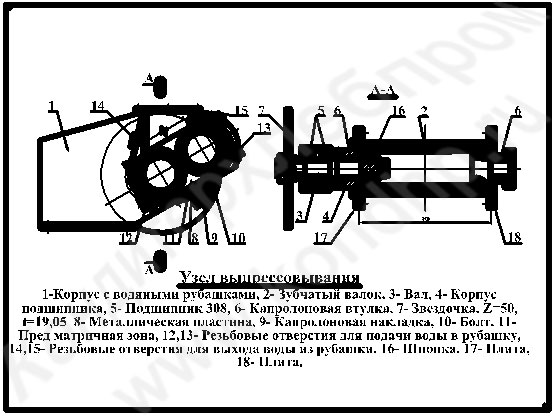
4.3.Узел выпрессовывания (смотри чертеж) предназначен для создания давления массы в пред матричной зоне и затем отсаживания массы через прямоугольные отверстия матрицы и получения прямоугольных жгутов из конфетной массы. Узел представляет собой корпус с двумя водяными рубашками (позиция 1), изготовленный из нержавеющей стали. Внутри корпуса вращаются два зубчатых валка, изготовленных из бронзы (позиция2). Валки работают по принципу шестеренчатого насоса, они захватывают массу своими впадинами между зубьями, проносят ее вдоль радиусной стенки корпуса и оставляют ее в предматричной зоне (так как зубья одного валка выдавливают массу из впадины другого). Таким образом, в предматричной зоне (позиция 11) создается давление массы, которая затем выдавливается через прямоугольные отверстия матрицы. Один из валков является ведущим, а другой ведомым. Ведущий валок получает вращение от вала (позиция 3), через шпонки (позиция 14). Сам вал вращается в корпусе подшипника (позиция 4) на двух шарикоподшипниках (позиция 5) и в капролоновой втулке (позиция 6). Он получает вращение от привода узла выпрессовывания с помощью цепной передачи и звездочки (позиция 7). Ведомый валок получает вращение от ведущего, т.к. своими зубьями входит в зацепление с зубьями ведущего валка (аналогично зубчатой передаче). Матрица представляет собой металлическую пластину (позиция 8), к которой прикреплена капролоновая накладка (позиция 9). В этой накладке сделаны прямоугольные отверстия каналы. Каждый канал имеет резьбовое отверстие, в которое вкручен болт (позиция 10). Этот болт предназначен для того, чтобы можно было перекрыть прямоугольный канал и таким образом регулировать сечение жгута. Матрица имеет ручку, за которую можно потянуть и вытащить ее из корпуса. Каждая водяная рубашка имеет резьбовое отверстие для подачи воды в рубашку и для выхода воды из рубашки. Плиты (позиция 17,18) также имеют отжимные болты, которые используются при разборке.
4.4. Стойка служит дополнительной опорой для узла подачи массы. Изготовлена из прямоугольной трубы и толстого листа. Крепится болтами к узлу подачи массы и к раме.
4.5 Привод узла подачи массы предназначен для сообщения вращательного движения шнекам. Состоит из двигателя, ременной передачи, редуктора и цепной передачи. Двигатель 1,1 кВт, 710 об/мин. Передаточное число ременной передачи i=2, передаточное число редуктора i=31,5, шаг цепной передачи t=19,05, количество зубьев малой звездочки Z=16, количество зубьев большой звездочки Z=50.
4.6 Привод узла выпрессовывания предназначен для сообщения вращательного движения зубчатым валкам аналогичен приводу узла подачи массы. Состоит из двигателя, ременной передачи, редуктора и цепной передачи. Двигатель 1,1 кВт, 710 об/мин. Передаточное число ременной передачи i=2, передаточное число редуктора i=31,5, шаг цепной передачи t=19,05, количество зубьев малой звездочки Z=16, количество зубьев большой звездочки Z=50.
4.7 Рама представляет собой сварную конструкцию, на которой закреплены все части установки. Рама изготовлена из квадратной трубы.
4.8 Пульт управления предназначен для размещения в нем пускозащитной аппаратуры. На лицевой панели пульта имеются кнопки включения и выключения привода узла подачи массы и привода узла выпрессовывания. Предусмотрена возможность плавного изменения скорости вращения обоих двигателей в отдельности с помощью частотных регуляторов, установленных в пульте управления.
4.9 Машина работает следующим образом: в узел подачи массы непрерывно подается оттемперированная пралиновая масса. Шнеки захватывают массу и подают ее на зубчатые валки. Валки захватывают массу и продавливают ее через прямоугольные каналы матрицы. С помощью регулировочных болтов добиваются равномерных жгутов. Жгуты выходят из машины и попадают на ленточный транспортер, скорость которого должна регулироваться. Регулируя привод узла выпрессовывания, регулируют скорость и размеры жгутов. Регулируя привод узла подачи массы, добиваются того, чтобы масса выходила из всех отверстий матрицы.